



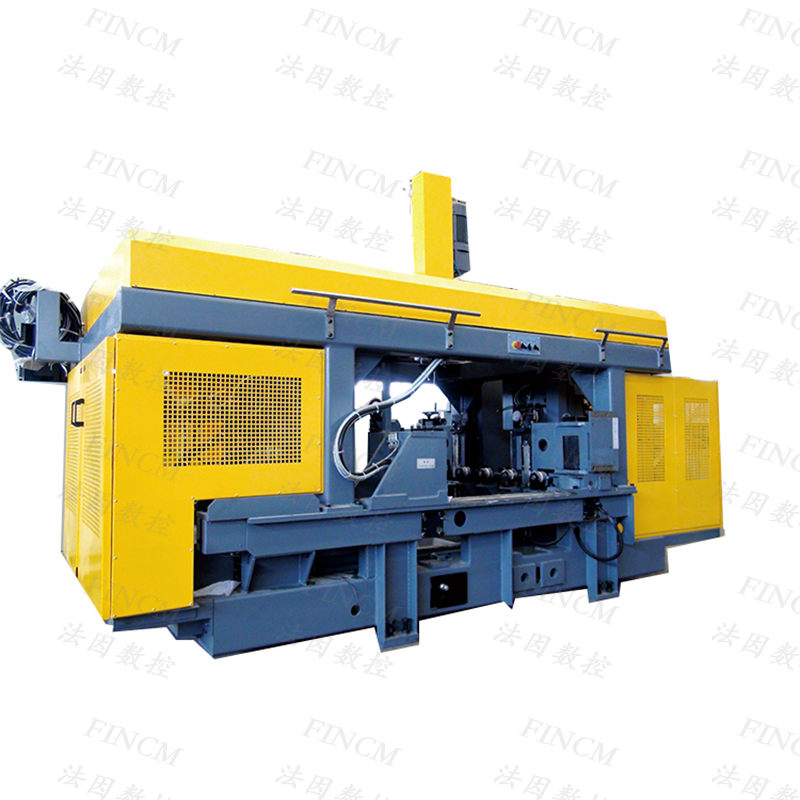




SWZ1250C FINCM-rakenneporaus H-palkkien käsittelykone




| EI. | Parametrin nimi | Yksikkö | Parametrin arvo | Huomautus | ||
| 1 | Profiiliteräs | mm | 150x75~1250x600 |
| ||
| 2 | Paksuus | mm | ≤80 |
| ||
| 3 | Pituus | m | 15 metriä | Konfiguroi asiakkaan kysynnän mukaan | ||
| 4 | Lyhyt materiaaliraja | mm | Automaattinen käsittely ≥3000 |
| ||
| Manuaalinen käsittely: 690–3000 | ||||||
| 6 | Määrä |
| 3 |
| ||
| 7 | poraa reikä Alue | Kiinteä puoli, liikkuva puoli | mm | 12–26,5 £ |
| |
| Väliyksikkö | mm | 12–33,5 £ |
| |||
| 9 | Karan nopeus | kierrosta minuutissa | 180–560 |
| ||
| 10 | Vaihda kortin pää nopeasti | / | Morse-kartioreikä 3#、,4# | Voi vaihtaa kakkoseksi# | ||
| 11 | Aksiaalinen isku | Kiinteä puoli, liikkuva puoli | mm | 140 |
| |
| Väliyksikkö | mm | 240 |
| |||
| 12 | Aksiaalinen syöttönopeus | mm/min | 20–300 |
| ||
| 13 | Liikkuva etäisyys | Jokainen kara on työkappaleen pituuden suunnassa | mm | 520 |
| |
| Karan molemmat puolet ylös- ja alaspäin | mm | 35–570 | Työkappaleen alemmasta tasosta | |||
| Väliyksikkö on työkappaleen leveyden suunnassa | mm | 45–1160 | Peruspisteen puolelta | |||
| 14 | Paineilma + leikkuuneste | / | / |
| ||
| 15 | Ilmanpaine | MPa | ≥0,5 | |||
| 16 | Vierekkäisten reikien välistysvirhe reikäryhmässä | mm | ≤0,5 |
| ||
| 17 | Syöttövirhe 10 metrin pituudella | mm | ≤1 |
| ||
| 18 | Polttoainesäiliön tilavuus | L | 50 |
| ||
| 19 | Vierekkäisten reikien etäisyysvirhe reikäryhmässä | mm | ≤±0,5 |
| ||
| 20 | Viereisen ruokintaetäisyyden tarkkuus 10 metrin sisällä | mm | ≤±1 |
| ||
| 21 | Kolmivaiheinen asynkroninen moottori karan pyörittämiseen | kW | 4x3 | Karojen lukumäärä 3 | ||
| 22 | Väliyksikön X-akselin servomoottori | kW | 0,85 |
| ||
| 23 | Väliyksikön Z-akselin servomoottori | kW | 1.3 |
| ||
| 24 | Kiinteän puolen ja liikkuvan puolen X-akselin servomoottori | kW | 0,85x2 |
| ||
| 25 | Kiinteän puolen ja liikkuvan puolen Y-akselin servomoottori | kW | 1,3x2 |
| ||
| 26 | Liikkuva vaunu kolmivaiheinen asynkroninen moottori | kW | 0,55 |
| ||
| 27 | Yli ulottuvuus | mm | Noin 4800 × 2400 × 3300 |
| ||
| 28 | Paino | kg | Noin 7000 |
| ||
Sähköjärjestelmä
1). PLC:tä käytetään kunkin CNC-akselin asemoinnin, materiaalin tunnistuksen ja porauksen sekä muiden koneen toimintojen ohjaamiseen. PLC-ohjausjärjestelmä toteuttaa nopean prosessoinnin ja parantaa järjestelmän vasteaikaa.
2). CNC-syöttölaite (syöttövaunu) käyttää täysin suljetun silmukan ohjausta syöttötarkkuuden varmistamiseksi pitkän matkan syötössä; muut CNC-asemointiakselit käyttävät puolisuljetun silmukan ohjausta työstökoneen paikannustarkkuuden ja vakauden varmistamiseksi.
3). Reaaliaikainen valvontatoiminto.
4). Erilaisia materiaaliohjelmointimenetelmiä.
5). Graafinen näyttötoiminto.

1. Kolme automaattista iskusäätöporauspäätä on asennettu kolmeen NC-liukulohkoon vaakasuoraa ja pystysuoraa porausta varten. Kolme porauspäätä voivat toimia itsenäisesti tai samanaikaisesti.
2. Kunkin porakoneen karan nopeutta ohjataan taajuusmuuttajalla ja säädetään portaattomasti; syöttönopeutta säädetään portaattomasti nopeudensäätöventtiilillä, jota voidaan säätää nopeasti ja laajalla alueella materiaalin ja porareiän halkaisijan mukaan.
3. Materiaali kiinnitetään hydraulisella kiristysmekanismilla.

4. Kone on varustettu materiaalin leveyden ja rainan korkeuden tunnistuslaitteella, joka voi automaattisesti kompensoida materiaalin epäsäännöllisen ääriviivan aiheuttaman työstövirheen ja parantaa työstötarkkuutta.
5. Kone on varustettu aerosolijäähdytysjärjestelmällä, jonka etuna on pienempi jäähdytysnesteen kulutus, kustannussäästöt ja vähemmän terän kulumista.
| EI. | Nimi | Merkki | Maa |
| 1 | Lineaarinen ohjauskisko | HIWIN/CSK | Taiwan (Kiina) |
| 2 | Sähkömagneettinen hydraulinen venttiili | ATOS/YUKEN | Italia/Japani |
| 3 | Hydraulipumppu | Justmark | Taiwan (Kiina) |
| 4 | Servomoottori | Panasonicit | Japani |
| 5 | Servo-ohjain | Panasonicit | Japani |
| 6 | PLC | MITSUBISHI | Japani |
| 7 | Ruiskutusjäähdytyspumppu | BIJUR | Yhdysvallat |
| 8 | Joustava jatkosuutin | BIJUR | Yhdysvallat |
| 9 | Pneumaattinen solenoidiventtiili | AIRTAC | Taiwan (Kiina) |
| 10 | Keskusvoitelu | HERG/BIJUR | Japani/USA |
| 11 | Tietokone | Lenovo | Kiina |
Huomautus: Yllä mainittu on vakituinen toimittajamme. Pidätämme oikeuden korvata sen samanlaatuisilla toisen merkin osilla, jos yllä mainittu toimittaja ei pysty toimittamaan komponentteja jonkin erityisen syyn vuoksi.
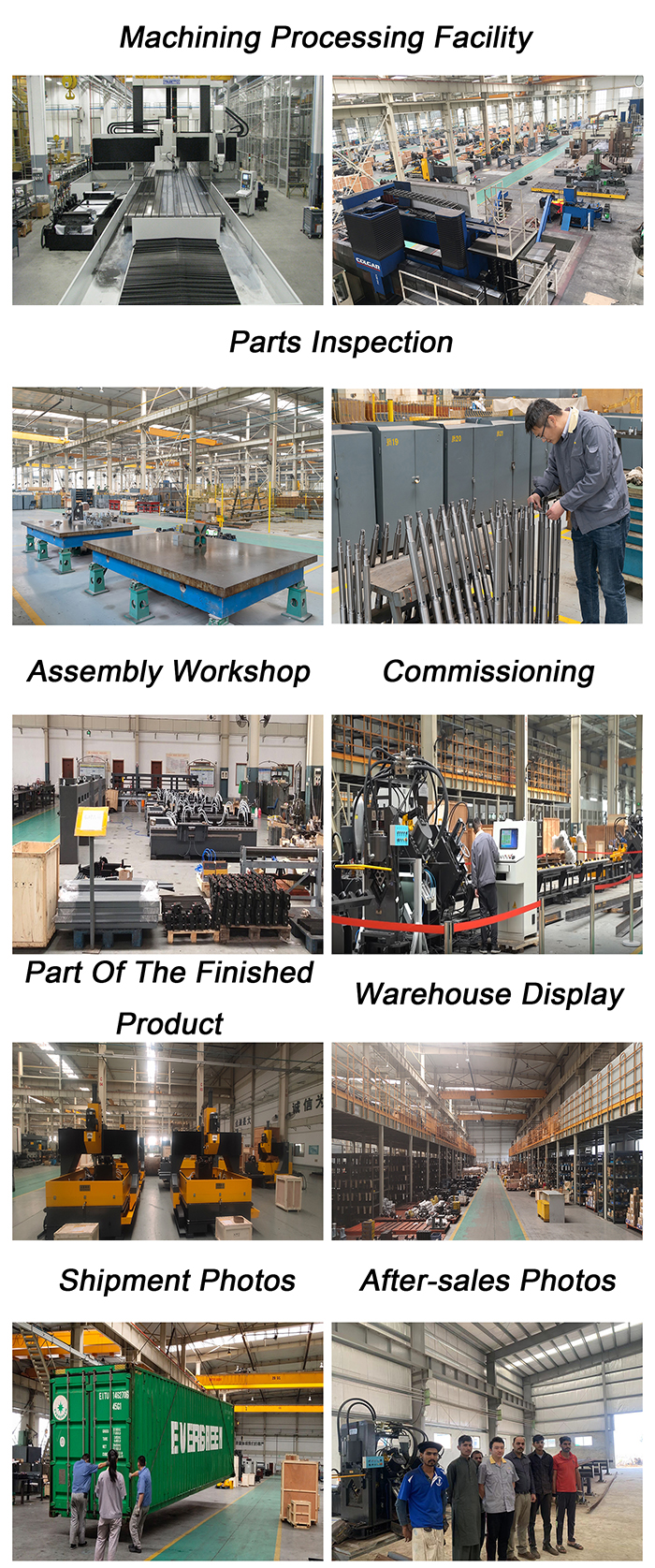



Yrityksemme valmistaa CNC-koneita erilaisten teräsprofiilimateriaalien, kuten kulmapalkkien, H-palkkien/U-kiskojen ja teräslevyjen, työstöön.
| Liiketoiminnan tyyppi | Valmistaja, kauppayhtiö | Maa / Alue | Shandong, Kiina |
| Päätuotteet | CNC-kulmalinja/CNC-palkkiporasaha/CNC-levyporakone, CNC-levyjen lävistyskone | Omistajuus | Yksityisomistaja |
| Työntekijät yhteensä | 201–300 henkilöä | Kokonaisvuositulot | Luottamuksellinen |
| Perustettu vuosi | 1998 | Sertifikaatit(2) | |
| Tuotesertifikaatit | - | Patentit(4) | |
| Tavaramerkit(1) | Päämarkkinat |
|
| Tehtaan koko | 50 000–100 000 neliömetriä |
| Tehdasmaa/alue | No.2222, Century Avenue, korkean teknologian kehitysalue, Jinan City, Shandongin maakunta, Kiina |
| Tuotantolinjojen lukumäärä | 7 |
| Sopimusvalmistus | OEM-palvelu tarjotaan, suunnittelupalvelu tarjotaan, ostajan etiketti tarjotaan |
| Vuotuinen tuotantoarvo | 10–50 miljoonaa Yhdysvaltain dollaria |
| Tehtaan koko | 50 000–100 000 neliömetriä |
| Tehdasmaa/alue | No.2222, Century Avenue, korkean teknologian kehitysalue, Jinan City, Shandongin maakunta, Kiina |
| Tuotantolinjojen lukumäärä | 7 |
| Sopimusvalmistus | OEM-palvelu tarjotaan, suunnittelupalvelu tarjotaan, ostajan etiketti tarjotaan |
| Vuotuinen tuotantoarvo | 10–50 miljoonaa Yhdysvaltain dollaria |
| Puhuttu kieli | englanti |
| Työntekijöiden lukumäärä kauppaosastolla | 6–10 henkilöä |
| Keskimääräinen läpimenoaika | 90 |
| Vientiluvan rekisteröintinumero | 04640822 |
| Kokonaisvuositulot | luottamuksellinen |
| Vientitulot yhteensä | luottamuksellinen
|





